在机加工工厂里,ERP 几乎是标配。可同样的系统,别人顺畅跑计划,你却天天被缺料、错料、停工、返工折腾。问题不在 ERP,而在BOM—— 它才是 ERP 真正的 “心脏”。
NO.1
机加工人必懂:BOM 到底是什么
BOM 即物料清单,是产品的 “数据骨架”,清晰列明一个成品由哪些零部件、原材料构成,包含层级、用量、规格、损耗、替代料等信息。
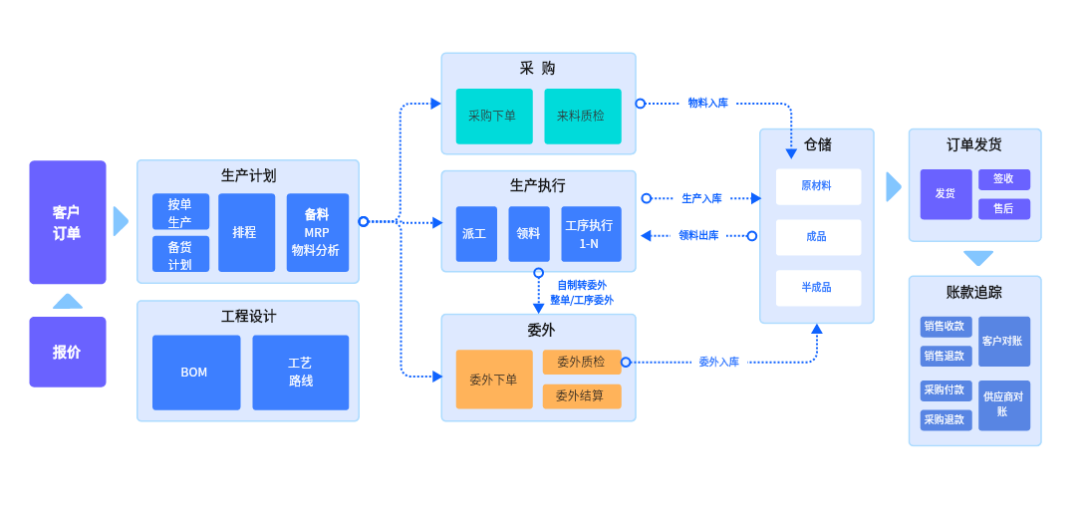
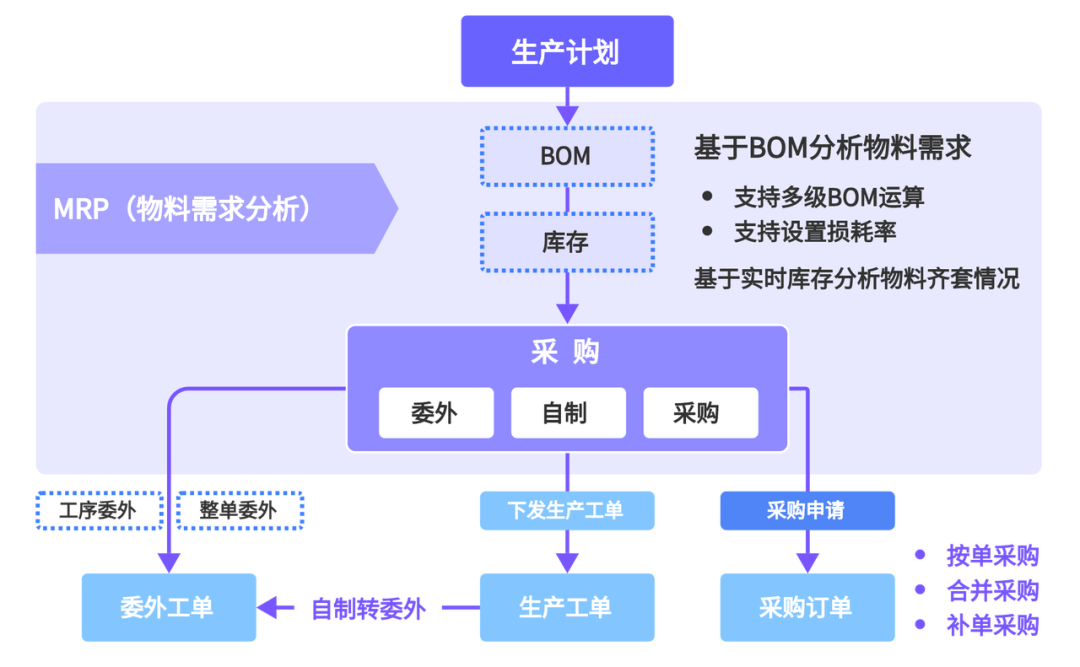
对机加工而言,BOM就是“加工说明书”:采购靠它买毛坯、刀具,车间靠它排工序、领物料,仓库靠它发料、盘存,成本核算靠它算损耗、核工时。BOM一旦出错,ERP运算全跑偏,后续所有环节都会跟着出问题。
NO.2
机加工BOM总出错?这4个坑最常见
机加工的BOM出错,比其他行业更致命——轻则返工浪费,重则批量报废、订单违约,很多工厂的损耗率居高不下,根源都在这4个问题上:
1. 编码混乱,贴合加工场景不足:机加工零件规格多、精度要求高,却存在“一物多码”(同一种毛坯,不同批次重复编码)、“多物一码”(相似规格的轴类、套类零件共用一个编码),甚至漏标公差、材质,导致采购错买毛坯、车间错加工。
2. 版本失控,工艺变更不同步:机加工工艺灵活,图纸修改、刀具替换、加工余量调整是常事,但很多工厂只改图纸,没同步更新ERP中的BOM,车间仍按旧版BOM加工,比如本该留2mm加工余量,却按旧版1mm加工,直接导致零件报废。
3. 人工录入不规范,忽略加工细节:靠Excel统计、口头传递信息,录入时漏填刀具型号、热处理要求,或把加工余量的小数点输错,比如将0.05mm输成0.5mm,不仅浪费原材料,还会导致机床空转、工期延误。
4. 部门脱节,数据不互通:研发只出图纸,不跟车间、采购同步加工要求;车间临时调整工艺,不反馈给研发更新BOM;采购按旧BOM买料,与实际加工需求脱节,ERP沦为“摆设”,BOM成了“各用各的”。
NO.3
机加工工厂:3步搞定BOM准确率
机加工BOM的核心的是“精准、同步、贴合加工场景”,做好这3步,就能大幅减少出错,让ERP真正发挥作用:
1. 统一编码,贴合机加工特性:建立专属编码规则,明确标注零件类型(轴类、套类、箱体类)、材质、精度、加工方式,清理历史脏数据,杜绝一物多码、多物一码,从源头避免混淆。
2. 规范变更,严控版本管理:所有工艺变更、图纸修改,必须走ECN变更流程,先由研发、车间、采购共同审核,确认无误后再更新ERP中的BOM,同步通知所有相关部门,禁止私下修改、口头变更。
3. 联动校验,紧盯加工细节:让研发图纸、车间工艺、ERP数据互通,BOM中必须明确标注毛坯用量、加工余量、刀具型号、热处理要求;建立月度校验机制,车间、仓库、采购联合核对BOM与实际生产的一致性,及时纠正漏项、错项。
#小结
对机加工工厂来说,ERP是工具,BOM才是生产稳定的“定海神针”。不用追求复杂的ERP功能,先把BOM做准、做细、做同步,就能减少返工、降低损耗,让订单交付更顺畅,真正实现降本增效。


")

")