
")
在铝及铝合金阳极氧化领域,标准的更新换代意义重大。MIL-A-8625F标准修订为MIL-PRF-8625F后,自 2020年11月23日起正式生效。这一变化如同行业发展的风向标,指引着相关企业的生产与质量管控方向。今天,咱们就来深入剖析一下这两份标准的新旧变化与区别。
规范名称:理念转变的 “信号灯”
从“A”到“PRF”
从MIL-A-8625F到MIL-PRF-8625F,名称的变化蕴含着重要意义。“PRF” 代表性能规范,它更侧重于规定所需达成的结果,而不再对实现结果的具体方法进行限制。相比之下,以往常见的 “STD” 代表流程和程序标准,“DTL”是关于如何实现要求的详细规范。这种名称的更改,就像是给企业生产亮起了一盏新的 “信号灯”,鼓励企业在保证最终性能的前提下,大胆创新生产方式。

版本标记的修改
并且,新规范在版本标记上也有所不同。标题为 MIL-PRF-8625F,修正版2,与之前版本不同,不再单独设置 “修正版” 页面,而是将更改内容融入整个文件,这样的方式让规范在保持修订级别 “F” 的同时,能更灵活地进行实质性更新。
适用文件增删改背后的行业趋势
标准中适用文件的调整,往往反映着行业技术和规范的发展趋势。在 MIL-PRF-8625F 中,参考文件有了不少变化。
联邦标准FED-STD-151被删除,军事标准MIL-STD-105也被MIL-STD-1916替代。同时,还新增了如ASTM D4060、ASTM E376等标准。
材料标准的更替
在材料规范方面,QQ-A-250/4被SAE AMS 4037替换,这一变化与试片密切相关。现在所有Al2024试片都必须获得SAE AMS 4037的热批认证,虽然认证通常会同时提及新旧两种规范,但企业一定要仔细核对采购订单和材料文件,确保将AMS 4037列为材料规范,否则在审核时可能面临材料控制方面的问题。

军事规范和标准的更新
在军事规范和标准的更新上,原有的军事规范和标准进行了重新标注和更新。例如,MIL-P-23377 更新为MIL-PRF-23377,MIL-C-81706更新为MIL-DTL-81706,这些更新后的规范在相关测试和应用中发挥着新的作用,如MIL-PRF-23377和MIL-PRF-85582是用于MIL-8625中油漆附着力测试的底漆的油漆规范,MIL-DTL-81706是与修复阳极氧化划痕和挂具痕迹相关的转化涂层规范。
主要差异总结

为了更直观的体现新旧标准的差异,小编将提到的变化简单地做了一个表格(见上表)。除此之外,还有一些其它方面的区别,小编也将其列出来供大家参考(见下表),希望对各位有所帮助。













")






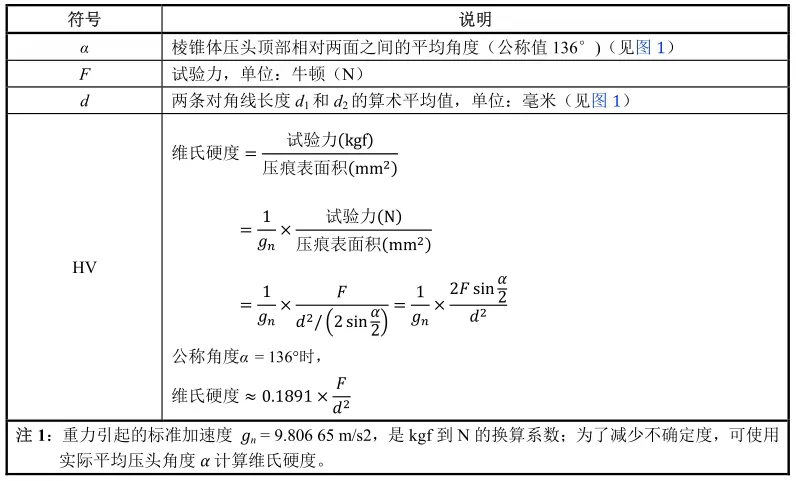
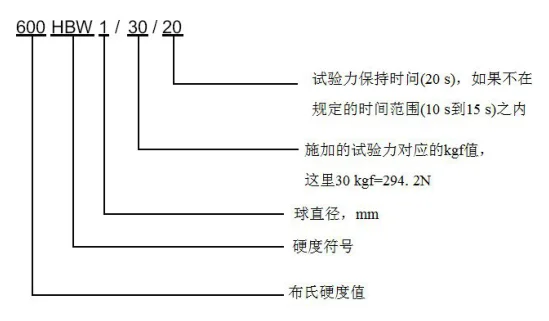
——布氏硬度")




")







")



")




")



